

Author: Marcello De Falco, Associate Professor, University UCBM – Rome (Italy)
1.Theme description
Liquefied Natural Gas (LNG) is used for transporting natural gas (NG) to distant markets, not supplied by NG grid connecting the extraction/production point to the users.
Basically the LNG process is composed by the following steps[1]:
- Extracted natural gas is liquefied in the production field or in a close site, after removing the impurities. Usually, in the liquefaction process the gas is cooled to a temperature of approximately -162°C at ambient pressure.
- Then, the LNG is loaded onto double-hulled ships which are used for both safety and insulating purposes and transported to the receiving harbor.
- As arrived, the LNG is loaded into well-insulated tanks and, then, re-gasified in specific plants.
- At the end, the re-gasified NG is fed to the pipeline distribution system and delivered to the end-users.
But, the high production, transportation and storage costs have reduced the LNG technology spread to specific cases in which there are not other cheaper ways to transport the NG.
But, the market and political issues related to the NG are increasing the interest on this alternative transportation technology, which has the benefits of enlarging the potential markets for sellers and the potential suppliers for the buyers (refer to Figure 1). The growing interest has led to greater and greater investments on LNG Research & Development and on its applications.
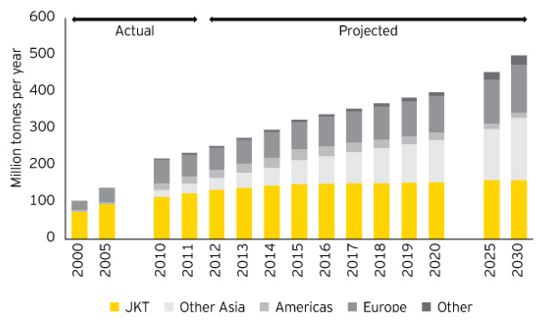
Fig. 1 – Global LNG demand[2]
In the following, some of the technologies and innovations related to the LNG production, the transportation and the regasification fields are reported and assessed.
2.NG Liquefaction processes
A liquefied natural gas plant (LNG plant) is usually divided into four steps[3]:
- pretreatments;
- acid gas removal;
- dehydration;
- liquefaction
The pretreatment unit, where the undesired substances are removed, is the same used in the conventional production/distribution process and is composed by separations units and a slug catcher able to separate the gas from oil and water phases.
Then, the NG is purified from acid gases as hydrogen sulfide (H2S) and carbon dioxide (CO2) by means of absorption/adsorption processes. Also in this step, conventional technologies are used.
In the step 3, an adsorbent is used to remove water from the natural gas from which impure substances have been removed. By this way, ice will not form during the subsequent step.
Then, the NG is ready to be liquefied in the core unit of the process, the liquefaction unit, in which the NG is cooled down and liquefied at –160°C or less. Because of the extremely low operating temperatures need, the liquefaction process requires a enormous amount of energy, usually supplied burning a share of the NG feedstock. The R&D efforts are focused mainly of this step, proposing innovations able to reduce the energy consumption and improve the liquefaction process efficiency.
The main liquefaction processes and innovations are:
- C3-MR method, which is the most applied. After the acid gas separation, the NG is dried and pre-cooled to -35°C using propane. Then, it passes through the tubes of a tubes-and-shell heat exchanger, fed a refrigerant to the shell zone. The final temperature of the NG is between -150°C and -162°C. A process scheme is shown in Figure 2.

Fig. 2 – C3-MR process scheme [4]
- AP-X method, which is an evolution of C3-MR process to be applied for large liquefaction plants. The process is based on the integration of LNG sub-coolers with nitrogen coolant used according to the C3-MR method, without increasing the size of the main heat exchanger[5].
- Cascade method, which sequentially uses propane, ethylene and methane as coolants in a cascade configuration (Phillips Petroleum Company[6]).
- DMR (Double mixed refrigerant) method, which uses two kinds of mixed coolants (an ethane and propane mix and a nitrogen-methane, ethane and propane mix) and applied by Shell. The process is able to reduce the operating cost of 6-8%, compared to the C3-MR configuration[7].
Since all these configurations require large amounts of energy (mainly for the refrigeration compressors), growing R&D efforts are devoted to the process optimization. The main R&D activities are focused on the cryogenic heat exchanger design and optimization (Air Product and Chemicals Inc. technology[8]), on the improvement of refrigerant compressors (SplitMR technology) and on the efficiency of the compressors’ drivers.
3.LNG transportation technologies
The LNG transportation process can be summarized as follow:
- Firstly, the insulated tanks placed on the LNG ship have to be inerted to avoid the explosion risk;
- Then, the tanks are cooled-down to be ready to be charged by cryogenic LNG. The cooling-down process is made spraying into the tanks the LNG, which vaporizes cooling down the environment inside the tank.
- After tanks cooling, the LNG is pumped from the on-site storage tanks into the vessel tanks.
Basically, two vessel technologies are applied:
- The Floating Storage Unit (FSU), able only to transport the LNG and pump it to the on-shore storage tanks in the receiving port (Figure 3[9])
- The Floating Storage and Regasification Unit (FSRU), in which the regasification plant is assembled and the regasified NG is then fed directly to the grid (Figure 4[10]).

Fig. 3 – FSU vessel for LNG transportation

Fig. 4 – FSRU vessel for LNG transportation and regasification
The R&D on the sector is mainly focused on the improvement of FSRU performance and reduction of costs, being the FSRU an attractive fast track solution for small markets and emerging economies.
4.Regasification technologies
The regasification facilities are able to boil the LNG and to sent it into the NG grid. Almost 100 LNG regasification terminals are now operating worldwide and many others are under-construction, mainly in Europe and Asia.
The most applied regasification technologies are:
- Open Rack Vaporizer (ORV) – An ORV is a vaporizer in which LNG flows inside a tube and is heated up by seawater, which is fed through the shell (refer to Figure 5). The LNG flows in from an inlet nozzle near the bottom, passes through an inlet manifold and is recovered in an outlet manifold placed in the upper zone. To avoid the ice formation in the lower part of the heat transfer tubes, innovative tube structures are proposed, as the Kobe Steel (SuperORV) one composed a duplex-pipe structure to suppress icing on the outer surface, thus significantly improving the vaporizing performance.
Fig. 5 – Open Rack Vaporizer layout[11].
- Fluid-type Vaporizer (FV) – a FV is a vaporizer in which the seawater (the heat source) vaporizes the LNG via a heating medium as the propane. The technology was developed by Osaka Gas and is called TRI-EX. The configuration of a FV combines three tubes-and-shell heat exchangers: an intermediate fluid vaporizer, a LNG vaporizer and NG trim heater (Figure 6).
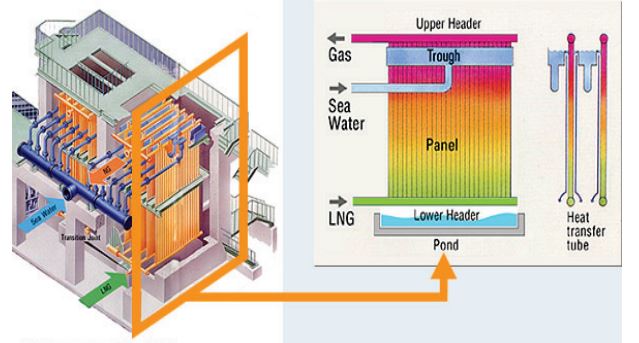
Fig. 6 – Fluid-type Vaporizer schematic layout[12].
- Submerged combustion vaporizers (SCV) – An SCV has a structure in which a submerged burner burns a fuel-gas, generating the heat needed to vaporize the LNG flow. It comprises a tank, the burner, a bundle of heat-transfer tubes, combustion-air fan and fuel-supply control device.

Fig. 7 – Submerged combustion vaporizers configuration[13].