

Author: Andrea Milioni – Chemical Engineer – on Cooperator Contract – University UCBM – Rome (Italy)
1. Theme description
The enhancement in nanoscale-structured materials represents one of the most interesting innovative aspects bringing technological advances in many industries. Nanoparticle technology developments essentially concern materials engineering with the possibility of new metallic alloys ensuring high strength, low weight and high resistance to corrosion and abrasion. However, these materials can appear in different forms, from solid to fluid, with the possibility to have ad hoc nanoparticle-fluid combinations.
The upstream oil & gas industry could receive a great boost under the impulse of innovations in this field being based on processes exposing the equipment materials to extreme work conditions. Moreover, the developments of nanotechnology associated with suitable simulation tools allow to characterize interfacial phenomena between minerals and fluids (wettability etc.), causing a better understanding of the mechanisms concerning recovery of hydrocarbons. Currently, the shale gas and oil production increases the need of nanotechnology enhancement to better characterise the organic content in shale nanopores.
Almost every oil & gas company is heavily investing in nanotechnologies to enhance oil recovery, to improve equipment reliability, to reduce energy losses during production, to provide real-time analytics on emulsion characteristics; to develop high-performance products (e.g. high performance lubricating oils have a great relevance in oil industry). In the following, some recent applications in these fields, will be described.
2. Enhancement in oil recovery
The use of nanoparticles in Enhanced Oil Recovery (EOR) is one of the most important fields of application as it provides larger amounts of oil during the extraction, thus ensuring a faster return on investment. Different techniques using nanotechnology are being considered and very promising appears to be the use of nano-robots for real time insight into the well pad. These tiny robots will be able to provide operators with useful information to better conduct the drilling operations, for example adapting the additive mixtures or the operating pressure dynamically. In the EXPEC Advanced Research Centre has been realized some important works about the use of nano-robots in oil & gas reservoirs designing reservoir robots (called Resbots) used as nano-reporters. The main difficulty lies in adapting the resbots physical and chemical properties in order to pass through the tiny pores and then to recover them, but some experiments brought good results [1]. By adding some sensors inside the robots, very important information will be obtained.
EOR could also be guaranteed by the use of nanoparticles dispersed in suitable fluids. Recently, Ogolo et al. [2] performed some EOR experiments using different nanoparticles like magnesium oxide, aluminium oxide, zinc oxide, zirconium oxide, tin oxide, iron oxide, nickel oxide, hydrophobic silicon oxide and silicon oxide treated with silane showing enhanced recovery and boosted hydrocarbon production. The effects resulting from the use of these substances are related to the change of rock wettability, reduction of oil viscosity, reduction of interfacial tension, reduction of mobility ratio and permeability alterations. A further example of using nanoparticles (in order to improve the oil recovery efficiency) as an additive during operations has been provided by University of Alaska Fairbanks [3] where some researchers highlighted the important performances guaranteed by the use of metal nanoparticles dispersed into supercritical CO2, responsible of the heavy oil viscosity reduction with consequent increasing of recovery efficiency.
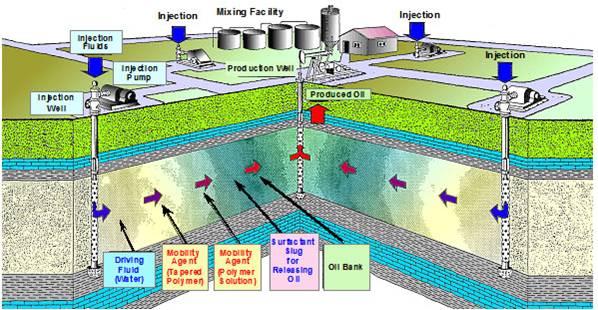
Figure 1 – Chemical flooding method for Enhanced Oil Recovery [4]
3. Improvement in equipment reliability
One of the main problems in the oil & gas industry is the use of materials capable of withstanding highly corrosive environments. The use of sour crude is highlighting this problem, reducing the equipment lifetimes, particularly for pipelines and heat exchangers. The need to solve these problems has led to research in the field of nanotechnology, in order to develop nanostructured coatings able to increase the corrosion resistance. For example, Saudi Aramco, in collaboration with Integran [5], has realized an important research in this field carrying out a product development program called “Application of Nanotechnology for In-Situ Structural Repair of Degraded Heat Exchangers”. The aim is therefore to develop products able to reduce the corrosion damage and the downtime due to maintenance. In aggressive environments with corrosion and high wear, the use of protective film is complex. Until few years ago electroplated “engineered hard chrome (EHC) was used for surface protection. EHC was preferred to Cadmium (Cd) or Zinc Nickel (ZnNi) electroplated metals because they offer low resistance to wear condition and are quickly removed. Highlighting the chrome toxicity which negatively affect workers, an overcome of EHC has been recently suggested. In this respect, Integran proposes electroplated nanocrystalline Cobalt, called Nanovate CoP which represents an innovative and cost effective overcoming of EHC. In figures 2-3-4 are shown the results of typical corrosion tests [6].
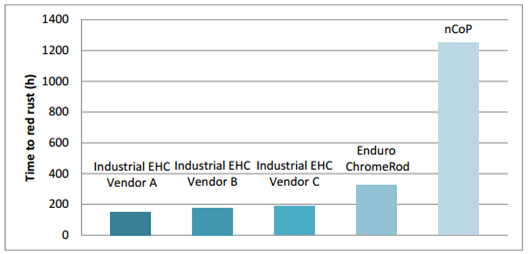
Figure 2 – Time to red rust following NSS exposure (as per ASTM B117) for nCoP compared to Enduro Industries LLC’s ChromeRod and EHC from other industrial vendor

Figure 3 – ASTM B537 protection rating after 24hr CASS testing (as per ASTM B368) for nCoP compared to Enduro Industries LLC’s ChromeRod, industrial EHC vendor and multilayer Nickel/Chrome coatings
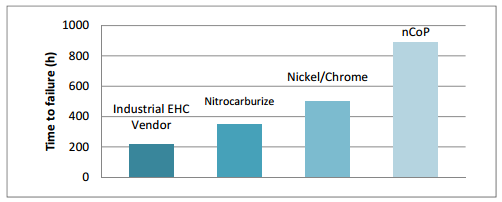
Figure 4: Time to failure in NSS following magnesium chloride testing for nCoP compared to industrial EHC vendor, nitrocarburized and multilayer Nickel/Chrome coatings.
4. Energy losses reduction
The heat loss during the operations for the oil & gas treatment is a very important problem. It has been estimated that about 50% of the supplied heat is lost in the equipment and this considerably lowers the process efficiency. Researches in this field are leading to the formulation of aerogel solutions that insulate the equipment surface. The use of nanotechnologies in this field is making a major contribution as proof by the realization of innovative products like Nansulate® by Industrial Nanotech, Inc [7]. Nansulate® allows very low thermal conductivity through the use of nanocomposite called Hydro-NM-Oxide mixed with acrylic resin and performance additives.

Table 1 – Experimental tests on Nansulate [8]

Table 2 – Summary of lubrication properties of nanoparticles of different materials as additives
5. Providing real-time analytics on well characteristics
A possibility offered by nanoparticles concerns the real-time analysis of emulsions extracted from wells. This is due to the injection of nanoparticles, then recovered. One of the major companies in this field is MAST Inc. [9] which develops instruments to identify the spectroscopic characteristics of the particles during the extraction operations. The particles contain a magnetic core and are covered by sensitive substances which detected the presence of sulfur, water or gas content. The experience in magnetic sensors has led to the development of techniques to observe them also in a fully opaque stream.
The importance of this technology is growing rapidly after the intense use of fracking, which assures more resources and a new development in oil exploration. However, fracking can also cause significant environmental impacts and therefore requires considerable efforts related to environmental monitoring. With this respect, the use of nanosensors enables the development of techniques to preserve the purity of groundwater in the well proximity.
6. Use of nanoparticles for high-performance lubricant oils
The use of nanoparticles in addition to particular mixtures is bringing innovation in different industrial sector, allowing the development of new high-performance products which will positively influence the related industry. One of the most important innovation is offered by the use of a new generation of anti-wear lubricant oils. As shown in different works, experimental results prove remarkable improvements in the tribological behaviour (low wear and increased load-carrying capacity). The lubricant effect of different nanoparticles used as additives depends on material category and essentially concerns the properties of typical nanoparticle materials. These are summarized in table 2 and well described in Guo et al. 2013 [10].